製造、自動車、造船、インフラ整備などの産業分野において、設備の信頼性、運用効率、製品品質を損なう「錆び」と「腐食」は、長年にわたり継続的な課題となっています。従来の錆除去方法——研磨材によるブラスト処理、化学薬品による処理、手作業での研削——は、長らくメンテナンス分野で主流を占めてきましたが、これらの手法には、環境への悪影響、人的負荷の高さ、および処理結果のばらつきといった重大な欠点があります。レーザー錆除去機の登場は、表面処理および金属復元という観点から産業界が取り組む課題に革命的な変化をもたらすものであり、運用効率と環境配慮の両方を実現する高度なソリューションを提供しています。
レーザー錆除去機が産業現場の運用にどのようなメリットをもたらすかを理解するには、この技術がビジネスパフォーマンスのさまざまな側面に与える影響を検討する必要があります。これらのメリットは単なる錆の除去をはるかに超えており、生産の継続性、作業員の安全、環境規制への適合、資産の寿命延長、および総所有コスト(TCO)といった重要な領域に及んでいます。産業界が持続可能な製造プラクティスと運用 Excellence をますます重視する中で、レーザー式錆除去システムが提供する優位性は、戦略的意思決定においてますます重要になっています。本稿では、先進的な産業現場にとって真剣に検討すべき投資価値を持つレーザー錆除去機技術の多面的な価値提案を、包括的に考察します。

レーザー錆除去機が産業施設にもたらす最も即効性のあるメリットの一つは、表面処理作業に要する時間を大幅に短縮できることです。従来の機械式研削やサンドブラストなどの手法では、多くの場合、広範な事前準備、施工時間、および後処理による清掃作業が必要となり、プロジェクトのスケジュールが著しく延長されることがあります。一方、レーザー技術は、腐食した表面に正確かつ制御されたエネルギーを直接照射することで、これらの非効率性を解消します。これにより、錆、塗料、その他の汚染物質を一度の照射で気化させることができ、広範な事前準備やその後の清掃工程を必要としません。この作業時間の短縮は、メンテナンス作業の迅速な完了および設備のダウンタイム低減という形で、直接的な効果をもたらします。
レーザー錆除去機器システムを保守プロトコルに統合した製造施設では、従来の方法と比較して、プロジェクト完了時間が40~60%短縮されるという報告があります。この加速は、本技術が消耗品の交換による作業中断を必要とせず連続運転が可能であること、化学処理に伴う乾燥時間を不要とすること、および清掃直後に即座に塗装または溶接工程へ移行できることに起因します。生産スケジュールがきわめてタイトな業界において、このような時間的効率性は、大きな競争優位性を意味します。また、本技術の高速性により、より頻繁な予防保全作業を実施することが可能となり、腐食問題をコストのかかる重大な故障や操業停止に至らせる前に早期に検出し、対応できます。
従来の錆除去手法は、研磨材、化学溶剤、研削ディスク、および清掃工程中に塗布される保護コーティングなどの消耗品に依存しているため、継続的な運用コストを発生させます。これらの消耗品は、継続的な調達、在庫管理、および廃棄処理の調整を必要とし、これにより保守作業の複雑さとコストが増大します。レーザー錆除去装置は、清掃効果を生み出すために電力のみを用いるため、こうした依存関係を根本的に解消し、施設がサプライチェーン上のリスクや、従来手法に伴う消耗品在庫管理の負担から解放されます。
この消耗品の削減がもたらす財務的影響は、運用ライフサイクル全体にわたり及ぶ。施設は、研磨材や化学溶剤の価格変動に直面しなくなり、保守作業を停止させかねない供給途絶のリスクにもさらされなくなる。また、従来は消耗品在庫の保管に充てられていた倉庫スペースを、生産性向上に資する用途へ再活用できるほか、材料の物流管理に割り当てられていた人手を、付加価値を生む業務へと振り向けることができる。特に、材料輸送に多大な費用と複雑なロジスティクスを要する遠隔地の産業現場や海上オフショア作業においては、レーザー錆除去装置の自立型(セルフコンテインド)技術が、外部サプライチェーンへの依存度を低減することで、極めて戦略的な価値を発揮する。
レーザー錆除去装置システムの高速性および高効率という利点は、生産活動における設備稼働率の向上に直接つながります。資産利用率が収益性を左右する製造現場において、保守作業の所要時間を最小限に抑えることは、収益を生み出す稼働時間を最大化することを意味します。従来の錆除去方法では、特に大型部品や複雑な形状の部品に対して、複数シフトにわたる、あるいは数日に及ぶ設備停止が必要となることが多く、生産計画に大きな影響を与えます。一方、レーザー技術はこうした保守期間を劇的に短縮し、設備をより迅速に運用再開へと導くことで、本来なら長期の保守作業によって失われてしまうはずだった生産能力を維持します。
計画保全の所要時間を短縮するだけでなく、レーザー式システムは生産スケジュールに合わせた柔軟な保全スケジューリングを可能にし、従来のように保全作業が生産スケジュールを支配するのではなく、生産のリズムに合わせて保全を実施できるようになります。この技術の携帯性と簡易な設置性により、保全チームは短時間の生産停止やシフト交代などの隙間時間を利用して、従来の方法では多大な準備作業を要するため実施が困難であった、局所的な錆除去作業を効果的に行うことができます。このようなスケジューリングの柔軟性は、予期せぬダウンタイムが甚大な財務的損失を招く連続プロセス産業において特に価値があり、軽微な腐食問題を早期に防止・管理することで、緊急停止という重大な事態を未然に防ぎ、生産スケジュールおよび顧客への納期約束を守ることを可能にします。
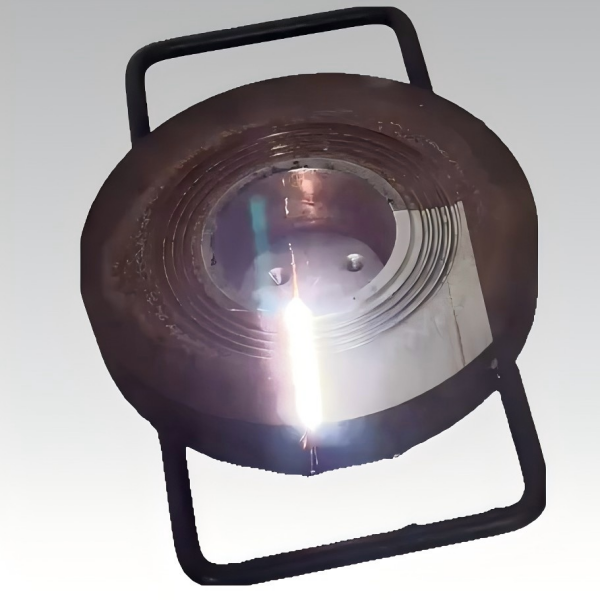
特筆すべき利点の一つは、 レーザー錆除去機 この技術の特長は、腐食、コーティング、および汚染物質を選択的に除去しつつ、基材となる金属表面を極めて高精度で保護することにあります。従来の研磨式手法では、表面の汚染物質とともに必ず基材も削り取ってしまうため、部品の寸法が徐々に減少し、構造的強度や機能的な公差を損なう可能性があります。化学処理は機械的攻撃性が低いものの、酸化した表面層と健全な金属との区別を十分に図る選択性に乏しく、過剰処理による部品の強度低下や表面の不均一化を招き、将来的な腐食を加速させるリスクがあります。
レーザー技術は、錆や汚染物質内の分子結合を標的にする精密なエネルギー制御によって、基材金属をアブレートするのに十分なエネルギーを伝達することなく、この選択性を実現します。この差動吸収効果により、表面の汚染物質が除去されると、レーザーエネルギーは清浄な金属表面で反射されるか、無害に吸収されるため、過剰処理を防ぐ自己制限型の洗浄作用が生じます。高精度機械加工部品、薄板材料の溶接前処理、あるいは寸法精度の保持が極めて重要なヘリテージ機器の修復などにおいて、この非破壊的なレーザー錆除去装置システムの特性は、従来の手法では到底達成できない性能を提供します。
産業用部品は、鋭角、凹部、ねじ付き接続部、複雑な表面形状など、従来の洗浄方法では対応が困難な複雑な幾何学的形状を頻繁に有しています。研磨吹き付け(アブレーシブ・ブラスト)では、凹部への均一な到達が困難であり、しばしば角部に汚染物質が残留する一方で、露出面には過剰な処理が行われてしまいます。手作業による研削は、複雑な形状に対応する際に時間のかかる作業となり、結果は作業者の技能やアクセスの制限に大きく依存するため、再現性に乏しくなります。レーザー錆除去装置は、その集束されたエネルギー供給方式により、表面の向きやアクセス制約に関係なく一貫した洗浄性能を維持することで、こうした幾何学的な課題に対処します。
現代のハンドヘルド式レーザー錆除去機器システムは、オペレーターに清掃ヘッドを必要な場所に正確に配置する柔軟性を提供し、従来の機器では到底到達できない領域にもアクセスできます。この幾何学的な多様性は、パイプラインの保守、構造用鋼材の復旧、および設備の改修といった分野で特に価値があり、これらの用途では部品を分解して制御されたブラスト処理施設へ持ち込むことが不可能な場合が多いためです。すべての処理エリアにおいて一貫した清掃深度と均一な表面仕上げが得られることで、後続の塗装付着性および腐食防止性能が確実に発揮され、従来の方法による不完全または不均一な前処理によって生じる弱点が解消されます。
表面処理の品質は、防食コーティングの耐久性および性能、ならびに溶接継手の健全性を直接的に左右します。レーザー錆除去装置の技術は、極めて高い清浄度、機械的付着のための適切な粗さ、およびコーティングの密着性や溶接品質を損なう可能性のある汚染物質が完全に除去された理想的な表面粗さを実現します。残留薄膜を残す可能性のある化学洗浄や、表面に粒子を埋め込んでしまう研磨吹き付けと異なり、レーザー処理は化学的に純粋で金属的に清浄な表面を生成し、後続工程にとって最適な基材を提供します。
この優れた表面処理品質は、メンテナンスによる再塗装が必要となるまでの使用期間を延長させ、測定可能なレベルでコーティング性能を向上させます。産業施設では、従来の方法で前処理された基材と比較して、レーザー前処理された表面におけるコーティングの劣化率が30~50%低減されているとの報告があり、これにより保護期間が延長され、ライフサイクル全体でのメンテナンスコストが削減されています。溶接用途においては、レーザー錆除去装置が生成する不純物のない清浄な表面により、不十分な前処理に起因する気孔、介在物の形成、弱い溶融結合部などの一般的な欠陥が排除され、溶接品質の指標が向上し、品質要件が厳しい製造工程における不良品発生率が低下します。
従来の錆除去手法は、通常、作業者に深刻な健康リスクをもたらし、環境への危険性を伴うため厳格な管理プロトコルを要する、酸・溶剤・有毒化合物を含む強力な化学薬品に依存しています。これらの化学薬品は皮膚の火傷や呼吸器障害を引き起こすほか、反復曝露による長期的な健康被害を招く可能性があり、個人用保護具(PPE)、換気設備、医療監視プログラムの導入を必要とします。これにより、作業の複雑さとコストが増大します。レーザー錆除去機は、一切の有害物質を用いずに純粋な物理的プロセスで錆を除去するため、こうした化学物質への曝露リスクを完全に排除します。
この化学物質の排除により、産業現場から職業健康リスクの一つのカテゴリーが完全に除去され、作業場の安全性が即座に向上します。作業員は、化学薬品による飛散や漏洩という急性の危険にさらされることがなくなり、また従来の錆除去化学薬品を長年にわたり使用することによって生じる、慢性的な低濃度暴露による累積的健康影響も受けなくなります。個人用保護具(PPE)の着用要件が減少し、化学薬品取扱いに関する手順が不要になることで、作業プロセスが簡素化され、同時に作業員の快適性と満足度が向上します。厳格な安全規制のもとで運営されている施設、あるいは安全パフォーマンス指標の向上を目指す施設にとって、レーザー錆除去機器技術が本質的に備える安全性の優位性は、単なる運用上の観点を超えた、極めて説得力のある価値を提供します。
機械式錆取り方法は、作業員にとって呼吸器系の危険を引き起こす大量の浮遊粉塵および微粒子を発生させ、周辺の作業場所や設備への汚染リスクも招きます。特に研磨材吹き付け(アブラシブ・ブラスト)作業では、シリカ、金属粒子、塗膜破片を含む膨大な量の粉塵が発生し、これらを安全に管理するためには、広範囲な囲い込み、換気、および清掃作業が不可欠です。また、局所的な研削作業でさえ、施設全体に拡散する有害な粉塵雲を生じ、設備上に付着して清掃上の課題を引き起こすだけでなく、吸入による健康被害を招き、職業性呼吸器疾患の原因となるリスクがあります。
レーザー錆除去機は、表面の汚染物質を機械的に粉砕して空中に飛散させるのではなく、それらを蒸発させるという根本的に異なる除去メカニズムにより、これらの課題に対処します。レーザー洗浄では確かに若干の蒸気および微細な粒子が発生しますが、その量は機械式手法と比較して桁違いに少なく、装置に組み込まれた局所排気システムで容易に制御できます。このように空中への汚染物質の排出が劇的に低減されることで、作業場の空気品質が向上し、清掃作業の負担が軽減され、隣接エリアにおける設備への汚染が最小限に抑えられ、作業員が着用する呼吸保護具の必要性も低減されます。空間的制約や換気能力の限界などにより粉塵制御が困難な施設においては、レーザー錆除去機のクリーンな作業特性が、生産性を維持しつつ空気品質を損なうことなく実現する実用的な解決策となります。
産業活動を規制する環境関連法令は、世界規模で引き続き厳格化が進んでおり、施設に対して汚染の削減、廃棄物発生量の最小化、および環境保全への貢献の実証が、ますます強く求められています。従来の錆除去方法では、有害廃棄物の発生、化学物質の流出、汚染された研磨材の処分、および大気への排出といった形で、著しい環境負荷が生じており、これらに対応するためには高額な処理設備の導入や法令遵守に必要な文書作成が不可欠です。一方、レーザー錆除去装置は本質的にクリーンな技術であり、ごく少量の廃棄物しか発生させず、有害化学物質の処分を必要とせず、排水処理を要する液体排出物も一切発生しません。
環境面での利点は、運用ライフサイクル全体にわたり及びます。レーザー作動時のエネルギー消費量は確かに大きいものの、消耗品の製造・輸送・廃棄処理を含めた従来手法の総合的なエネルギー負荷と比較すると、同等かそれ以下に留まります。有害廃棄物が発生しないため、マニフェスト作成・輸送・最終処分にかかるコストが不要となり、さらに廃棄物管理に伴う法規制上の報告義務や責任リスクも軽減されます。持続可能性目標を追求する企業、あるいは厳格な環境許認可のもとで運営される施設にとって、レーザー錆除去装置の極めて小さい環境負荷は、グリーン製造イニシアチブおよび企業の社会的責任(CSR)目標と整合し、産業界における意思決定やステークホルダーの認識にますます大きな影響を与えています。
レーザー錆除去装置システムの初期設備投資額は、従来型の錆除去装置に比べて高額ですが、その技術の運用寿命にわたる包括的なライフサイクルコスト分析を行うと、運用期間中に顕著な経済的優位性が現れることが明らかになります。こうした経済的利益は、消耗品の削減、作業効率の向上、廃棄物処理費用の回避、装置のダウンタイム短縮、および優れた保守品質による資産寿命の延長など、複数の経路を通じて蓄積されます。施設が現実的な計画期間にわたり、直接・間接のすべてのコストを含めた総所有コスト(TCO)を厳密に算定すると、レーザー技術はしばしば18~36か月で投資回収を達成し、その後も持続的なコスト優位性を発揮します。
経済的なメリットは、特に大量生産向けの用途や、継続的な錆除去作業が多大な施設において顕著に高まります。従来の方法では、消耗品の購入や作業工数に伴うコストが絶え間なく積み重なっていきます。一方、単一のレーザー錆除去装置で、複数の従来式システムおよび関連付属機器を置き換えることが可能であり、設備投資を統合するとともに、保守インフラを簡素化できます。この技術は、ファイバーレーザー光源の寿命が数万時間に及ぶため、長期間にわたる安定した運用が可能であり、初期投資は長年にわたり生産的な価値をもたらします。単純な回収期間(ペイバック)ではなく、正味現在価値(NPV)や内部収益率(IRR)といった指標に基づいて投資を評価する財務的に高度な組織にとって、レーザー錆除去装置の経済的優位性は、さらに明確に浮かび上がります。
労働力は、ほとんどの産業現場における保守コストの最大構成要素であり、作業時間を削減する効率化改善は、直接的に大幅なコスト削減につながります。レーザー錆除去機は、卓越した清掃速度と、消耗品の取扱い、広範囲にわたる表面下処理、および清掃後の後始末といった付随作業の不要化により、表面処理作業に要する労働時間を劇的に削減します。従来の手法では複数名の作業員が必要だった錆除去作業を、単一のオペレーターが実施可能となり、また手作業による研磨やブラスト作業と比較してレーザー操作の身体的負荷が低いため、疲労による生産性低下を招かず、より長時間の生産的な作業が可能です。
直接労働時間の削減にとどまらず、レーザー技術は、効果的な錆除去に必要な専門的スキルを低減させることで、人的資源の最適化を実現します。従来の方法では、適切な圧力設定、適切な研磨材の選定、結果に大きく影響を与える技術上の微妙な違いなどを理解している熟練作業員が求められることが多くあります。一方、レーザー錆除去機器システムは、直感的な操作性と一貫した性能特性により作業を簡素化し、経験の浅いオペレーターでも最小限の訓練でプロフェッショナルな結果を得ることが可能になります。このような「スキルの民主化」は、人的資源の柔軟性を高め、訓練コストを削減し、熟練作業員が不在の場合に生じる業務の中断リスクを軽減します。技能労働者不足や保守部門における離職率の高い施設にとって、こうした人的資源上のメリットは、単なるコスト削減を超えた戦略的価値を有しています。
レーザー錆除去機器技術の優れた洗浄品質および基材保護特性は、より効果的な腐食管理を通じて、産業用資産の運用寿命を直接延長することに貢献します。レーザー技術は、腐食を早期に検出し、頻度が高くかつ設備への負荷が小さい保守作業を可能にするため、表面の軽微な酸化が進行して深刻な点食や構造的劣化へと発展するのを防ぎ、結果として機器の寿命短縮を未然に防止します。また、レーザー洗浄に固有の寸法保持性により、研磨式手法のように保守作業を繰り返すことで部品の厚さが徐々に削られることがなく、資産の全ライフサイクルにわたり設計余裕および構造的健全性が維持されます。
この資産寿命の延長は、更新投資を遅らせることで多額の資本コストの支出を先送りし、既存設備購入に対する投資収益率を最大化することを意味します。圧力容器、構造用鋼材、プロセス機器、輸送インフラストラクチャーなど、更新費用が数十万ドルから数百万ドルに及ぶ高価な産業用資産においては、わずかな寿命延長率であっても、極めて大きな経済的価値を生み出します。レーザー前処理された表面における塗装性能の向上は、さらに保護期間を延長し、再塗装サイクルの頻度および関連するダウンタイムを低減するとともに、サービス寿命全体を通じて資産の状態をより高い水準で維持します。老朽化した設備を多数保有・運用する組織にとって、レーザー錆除去装置技術は、資本配分を最適化するコスト効率の高い寿命延長戦略を実現可能にします。
品質評価が顧客の選定および価格設定力に直接影響を与える競争の激しい産業市場において、レーザー錆除去装置技術によって得られる優れた結果は、事業展開上の優位性へと直結する差別化要因となります。溶接加工業者、保守サービス提供事業者、および機器リファービッシュ事業者がレーザー洗浄機能を導入することで、塗膜密着性試験、表面清浄度測定、視覚的外観基準といった客観的な指標を通じて、従来の処理方法で得られる表面を上回る明確に測定可能な品質成果を実証できます。こうした品質の実証は顧客信頼を高め、プロジェクトの収益性を向上させるプレミアム価格設定を正当化します。
この技術の採用は、複雑な課題に対応できる先進的なサービスプロバイダーを求める顧客に強く訴求する、イノベーションにおけるリーダーシップおよび技術的洗練度を示すものでもあります。顧客が技術的能力に加えて、環境性能や作業員の安全を調達基準として明記するようになっている業界において、レーザー錆除去機器システムのクリーンで安全な運用は、こうした懸念事項に対応するとともに、優れた技術的成果を提供します。先進的なレーザー技術を紹介するマーケティング資料は、競争入札において差別化を図る上で有効であり、利益率の向上を支援するプレミアムポジショニング戦略を後押しします。単なる価格競争に終始するコモディティ型の競争から脱却し、価値に基づく販売アプローチを実現しようとするサービスプロバイダーにとって、レーザー技術の導入は、明確かつ具体的な差別化要素を提供します。
産業活動を規制する環境および安全に関する法令は、従来の錆除去方法に依存する施設にとってコンプライアンス負担および運用コストを増大させる、より厳格な基準へと継続的に進化しています。有害化学物質の使用制限、大気質基準の強化、廃棄物処理に関する規制の拡大は、従来型手法を段階的に制約するとともに、関連コストを増加させています。レーザー錆除去装置は、法規制の強化に伴う高額な設備改修や工程変更を必要とせず、現行および将来見込まれる要件を本質的に満たす技術を採用することで、こうした規制動向に対して施設を先取りした位置付けにします。
この規制への将来対応は、単なる即時のコンプライアンスコスト削減を越えた戦略的価値を提供します。施設は、新たな規制が施行された際に従来の工程を改修するために必要となる業務の中断や設備投資を回避でき、競合他社がコンプライアンス移行に苦慮する中で生産の継続性を維持できます。また、本技術の導入は環境分野におけるリーダーシップを示すものであり、規制当局に対する企業の評判向上に寄与し、許認可申請プロセスや行政処分の際においてより有利な取扱いを受ける可能性があります。多国籍企業が多様な規制管轄区域で事業を展開する場合、レーザー錆除去機器技術を標準化することで、すべての事業拠点において要件を満たす、あるいは上回る単一のアプローチを採用することにより、コンプライアンス管理が簡素化されます。
産業施設では、通常、異なる機器タイプ、材料、運用状況に応じて多様な錆除去の課題に直面しており、従来は複数の専門的な洗浄システムおよび機能を維持する必要がありました。レーザー錆除去装置は、極めて広範な適用性を備えており、薄板から厚板まで幅広い厚さ範囲を持つ炭素鋼、ステンレス鋼、アルミニウムその他の金属に対して、単純な平面から複雑な三次元形状に至るまでのさまざまな形状、また制御された工場内環境から現場サービス作業現場に至るまでの多様な作業場所において、効果的に錆を除去できます。この広範な適用性により、施設は複数の専門的プロセスを単一の統合的アプローチに集約することが可能となり、設備管理およびオペレーターの訓練が簡素化されます。
アプリケーションの柔軟性は、時間の経過とともに生じる新興のビジネスチャンスや変化する事業要件にも対応します。レーザー錆除去機器技術への設備投資を行う施設では、この能力により、品質上の制限、環境規制、または経済的障壁といった理由から従来の手法では実現が困難であった新市場や新用途へのサービス拡大が可能になります。現代のシステムは携帯性に優れており、顧客の施設内や遠隔地でのサービス提供を実現でき、サービスプロバイダーにとって対象となる市場機会を広げます。こうした単一の技術投資で多様なビジネスチャンスを追求できる戦略的柔軟性は、組織がレーザー技術が独自の価値を発揮する用途を特定・活用するにつれて、長期的に積み重なる形で事業展開上の優位性をもたらします。
産業用レーザー錆除去装置システムへの資本投資額は、出力パワー、携帯性機能、自動化統合の程度に応じて、通常5万ドルから20万ドルの範囲で変動します。軽工業用途に適したエントリーレベルのハンドヘルド式システムは約5万ドルから始まり、一方、重工業用途または自動化統合を目的とした高出力システムは、この範囲の上限に達します。このような投資を評価する際、産業界では、消耗品費、作業工数、廃棄物処理コスト、生産性への影響といった要素を含む、従来の方法と比較した包括的な総所有コスト(TCO)分析を実施すべきです。適切な保守管理のもとで10年以上の運用寿命が見込まれる本技術は、継続的な錆除去ニーズを有する大多数の産業施設において、運用上の節約により18~36か月以内に投資回収を達成しており、その後はその運用寿命全体を通じて持続的なコスト優位性をもたらします。
レーザー錆除去機器システムは、産業用の錆除去用途の大部分において、従来の方法を効果的に置き換えることができます。特に、中程度の表面積、高精度要求、環境規制、あるいはレーザー技術の利点が最も顕著に発揮されるアクセス困難な場所での作業などにおいて有効です。ただし、単純な形状を持つ大規模な表面処理など、研磨材ブラストによる効率性の優位性がレーザー技術のメリットを上回る場合や、予算制約により設備投資が困難な状況など、一部の用途では依然として従来手法の方が経済的に適している可能性があります。ほとんどの施設にとって最適な導入戦略は、レーザー技術の利点が投資を正当化できる用途に対して戦略的に導入し、一方で従来手法がコスト面で依然として有効な特定の用途については、従来の処理能力を維持することです。今後、レーザーシステムのコストが低下し、運用実績が蓄積されるにつれて、レーザー技術が適用可能な用途の割合は継続的に拡大しており、専門的・補助的な機能ではなく、錆除去における主要な手法としてますます現実的になってきています。
作業者は、レーザー安全原則、装置の操作手順、およびアプリケーション技術の最適化に関する集中研修を受ける必要があります。これにより、レーザー錆除去装置システムを効果的に使用できるようになります。初期研修は通常2~5日間で、レーザー物理学、安全規程、法規制への準拠に関する講義と、監督下での実機操作訓練を組み合わせた内容となっています。作業者が十分な能力を示すまで、実践的な訓練が継続されます。研修カリキュラムには、レーザーによる危険の認識、安全インターロックおよび個人用保護具(PPE)の適切な使用、ビーム経路管理、およびレーザー作業に特有の緊急時対応手順が含まれる必要があります。ほとんどのメーカーでは、装置購入時に包括的な研修プログラムを提供しており、その後も定期的な再教育(リフレッシャー研修)を実施することで、安全な作業習慣の定着を図るとともに、生産性を高める高度な技術についても作業者に紹介しています。長年にわたり培われた専門的技能を必要とする従来の方法と比較して、レーザー装置の操作は、基本的な機械的素養と安全意識を備えた人員にとって比較的容易であり、迅速な能力習得と保守作業における人材の柔軟な活用を可能にします。
携帯型構成で設計された最新のレーザー錆除去機器システムは、屋外および現場サービス用途において効果的に機能しますが、結果の最適化と機器保護のためには、環境要因を十分に考慮する必要があります。統合型電源およびコンパクトな形状を備えたハンドヘルド式システムにより、建設現場、海上プラットフォーム、パイプライン沿線、交通インフラなど、従来の方法では物流面での課題がある多様な現場場所での運用が可能になります。水分、極端な温度、粉塵への暴露といった環境要因は、レーザー性能および機器の寿命に影響を与える可能性があるため、運用中の環境制御または防候対策が重要となります。また、風の状況に応じて、発生する煙や蒸気を確実に捕集するために、排煙装置の設置位置を調整する必要がある場合があります。産業用レーザー機器は多量の電力供給を必要とするため、電源の確保が必須ですが、電力網に接続できない場所においては、携帯型発電機による対応も可能です。こうした配慮事項にもかかわらず、レーザー技術の現場適用における利点——すなわち消耗品の物流管理の不要化、機器輸送負荷の軽減、およびアクセスが困難な状況下でも高い品質を実現できる点——により、従来の方法では問題が生じる現場保守および建設用途において、レーザー錆除去機器システムはますます好まれる選択肢となっています。